Zapewnienie ciągłości produkcji w przemyśle to podstawa. W każdej branży dba się chociażby o stworzenie alternatywnego źródła energii na wypadek problemów dostawy z głównego źródła. Także w przypadku przemysłu korzystającego z gazu ziemnego można pomyśleć o alternatywnym źródle gazu, który zapewni ciągłość produkcji. Alternatywa dla gazu ziemnego to płynny gaz LPG. Zastosowanie nowoczesnego miksera LPG pozwala na odpowiednie dobranie mieszaniny gazu i powietrza w zależności od tego czy w systemie znajduje się gaz ziemny czy LPG. To uniwersalne rozwiązanie gwarantuje ciągłość dostaw gazu w przypadku chociażby spadku ciśnienia gazu ziemnego lub pełnego odcięcia jego dopływu.
Poszukiwanie oszczędności w przemyśle jest bardzo ważne, ale nie może się to odbywać kosztem chociażby jakości produkcji czy też jej wydajności. Wykorzystanie gazu płynnego w przemyśle pozwala znacząco ograniczać koszty, a dzięki wysokiej jakości podzespołom użytym do wykonania instalacji gazowej można także zmniejszyć zużycie gazu. Odpowiednio dobrane miksery LPG, które spełniają najwyższe standardy, zapewniają mniejsze zużycie gazu bez obaw o wydajność całej instalacji. Dzięki temu inwestycja w profesjonalną instalację może bardzo szybko się zwrócić.
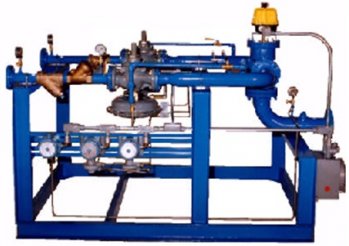
Jak działa Mikser LPG
Faza gazowa LPG wytworzona w parowniku nie jest bezpośrednio zamienna z gazem ziemnym. Miksery LPG gazowe/ powietrze wytwarzają mieszaninę gazu, która posiada takie właściwości. To pozwala użytkownikom przełączać instalację w tą i z powrotem, pomiędzy zasilaniem w gaz ziemny z sieci rozdzielczej a systemem rezerwowym zasilanym gazem płynnym, bez konieczności zmiany ustawień palników, kotłów itp. Najprostsze miksery są urządzeniami mieszającymi opartymi na zwężce Venturiego. W urządzeniach o większej wydajności oraz przeznaczonych dla instalacji wysokiego ciśnienia AES stosuje opatentowane miksery z tłokiem regulującym.
Historia miksera LPG
miksery gazowe LPG z tłokiem regulacyjnym dopuszczono do stosowania patentami amerykańskimi i międzynarodowymi w latach 1987 i 1992. Od tego czasu są one produkowane przez AES z pewną liczbą ulepszeń ich składników sterujących, ale bez istotnych zmian w koncepcji konstrukcyjnej. Istniejące na świecie instalacje firmy AES obejmują układy wyrównywania wartości zapotrzebowania gazu w sieciach gazowych, instalacje rezerwowe dla użytkowników przemysłowych, układy rezerwowe dla instalacji państwowych i obronnych, główne źródła paliwa dla rejonów pozbawionych zasobów gazu ziemnego lub dla rejonów przygotowujących się do podłączenia do gazu ziemnego oraz instalacje dla elektrowni, fabryk szkła, cegielni, itp.
Miksery z tłokiem regulacyjnym mogą być stosowane z parownikami LPG firmy AES lub z już działającymi parownikami innych producentów. Instalowanie ich z parownikami pozwala na pełną integrację z wszechstronnym, skomputeryzowanym systemem sterującym pracą urządzeń. Miksery LPG mają zastosowanie np. przy instalacjach rezerwowych, kiedy są spadki dostaw Gazu Ziemnego, na pokrycie pików, wzbogacanie kaloryczności GZ propanem.

Systemy mieszania fazy gazowej LPG z powietrzem. Miksery z tłokiem regulującym.
- Zwarta konstrukcja;
- Niskie koszty utrzymania, konserwacji;
- Wysoka niezawodność;
- Małe wymiary, wysoka sprawność;
- Amerykańskie i międzynarodowe patenty;
- Zastosowanie dla niskiego i wysokiego ciśnienia;
- Dla instalacji rezerwowych lub układów wyrównywania (wartości szczytowych zapotrzebowania);
- Wydajność od 5,86 do 117,2 MW;
Opcjonalnie:
– Kompletny zintegrowany system odparowania;
– Opcjonalnie: automatyczna kontrola indeksu Wobbe’go (zawartości tlenu, wartości opałowej lub ciężaru właściwego;
– Opcjonalnie: system kontroli przepływu dla układów wyrównawczych;
– Opcjonalnie: systemy zdalnego sterowania
Miksery LPG: własności standardowe i opcjonalne.
Własności standardowe mikserów LPG:
– Kołnierzowy króciec wylotowy mieszaniny LPG/ powietrze;
– Króćce wlotowe fazy gazowej LPG i sprężonego powietrza – oba kołnierzowe lub gwintowe;
– Elektroniczne przekaźniki ciśnienia fazy gazowej LPG, sprężonego powietrza, mieszaniny gazów;
– Przekaźnik różnicowy dla różnicy ciśnień między fazą gazową LPG i powietrza;
– Mogą być używane na zewnątrz lub w pomieszczeniach;
– Produkowane zgodnie z obowiązującym stanem wiedzy technicznej;
– Ciśnieniowy zawór odciążający bezpieczeństwa z listy UL;
– Zawór elektromagnetyczny ( na wylocie fazy gazowej ) z listy UL;
– Całe urządzenie posiada aprobatę FM;
– Fabrycznie montowane, malowane, testowane;
Opcje:
– Na zamówienie panel kontrolny;
– Na zamówienie system integracyjny ( łączeniowy do łączenia z parownikiem );
– Wspólne opakowanie z parownikiem;
– Platforma i zwykłe podkłady do instalowania z parownikiem;
– Licznik przepływu z kalkulatorem;
– Mierniki wartości opałowej i ciężaru właściwego;
– Automatyczna korekta własności mieszaniny gazów ( wartości opałowej, liczby Wobbe’go,ciężaru właściwego );
– Przekaźnik temperatury mieszaniny gazów;
– Przekaźnik temperatury zasilającej fazy gazowej LPG;
– Przekaźnik temperatury sprężonego powietrza;
– Przekaźniki i układ sterowania w wykonaniu przeciwwybuchowym;
Zastosowanie:
miksery gazowe LPG z tłokiem regulacyjnym dopuszczono do stosowania patentami amerykańskimi i międzynarodowymi w latach 1987 i 1992. Od tego czasu są one produkowane przez AES z pewną liczbą ulepszeń ich składników sterujących, ale bez istotnych zmian w koncepcji konstrukcyjnej. Istniejące na świecie instalacje firmy AES obejmują układy wyrównywania wartości zapotrzebowania gazu w sieciach gazowych, instalacje rezerwowe dla użytkowników przemysłowych, układy rezerwowe dla instalacji państwowych i obronnych, główne źródła paliwa dla rejonów pozbawionych zasobów gazu ziemnego lub dla rejonów przygotowujących się do podłączenia do gazu ziemnego oraz instalacje dla elektrowni, fabryk szkła, cegielni, itp. Miksery z tłokiem regulacyjnym mogą być stosowane z parownikami LPG firmy AES lub z już działającymi parownikami innych producentów. Instalowanie ich z parownikami AES pozwala na pełną integrację z wszechstronnym, skomputeryzowanym systemem sterującym pracą urządzeń.
Jak działają Miksery LPG/powietrze firmy AES ?
Standardowe miksery fazy gazowej LPG i powietrza o wysokiej wydajności i dla dużych ciśnień były bardzo skomplikowanymi urządzeniami, trudnymi do ustawienia i wymagającymi serwisu na bardzo wysokim poziomie. Od momentu pojawienia się POM ( mikserów z tłokiem regulacyjnym ) te problemy instalatorów i operatorów odeszły w przeszłość. Zadziwiająca prostota POM-ów gwarantuje wysoką dokładność, niezawodność i elastyczność, i pozwala produkować POM-y praktycznie dowolnej wydajności i z dowolnego materiału odpowiedniego do mieszanych mediów. POM-y, w których wykorzystuje się tłoki regulacyjne nie posiadają żadnych ograniczeń stosowania ze względu na ciśnienie i temperaturę, które zwykle spotyka się przy urządzeniach wykorzystujących membrany, które są mało odporne na wysokie temperatury lub mogą sztywnieć i pękać w niskich temperaturach. Raz ustawiony POM miesza dwa gazy w stałym stosunku: w rozpatrywanym przypadku wynikiem jest mieszanina LPG/powietrze posiadająca właściwości takie jak gaz ziemny niezależnie od występującego zapotrzebowania. System POM jest systemem samoregulującym. Oznacza to, że nie ma potrzeby redukowania ciśnienia gazu do zera przed sprężaniem obu gazów do żądanego ciśnienia. System POM używa istniejącego ciśnienia gazu LPG, aby spełnić wymagania największych układów przemysłowych. Jak to pracuje – Pracujący gaz ( propan ) wchodzi do miksera przez otwór A. Sprężone powietrze wchodzi przez otwór B. Oba gazy wychodzą razem przez otwór C. Mała rurka łączy komorę A z komorą D, a druga ( poprzez tłok ) komorę E z komorą przy wyjściu C. W okresie ( spoczynku ) braku przepływu, tłok spoczywa w pozycji zamkniętej. Po pojawieniu się zapotrzebowania na gaz ciśnienie przy wyjściu C lekko spada, a to podciśnienie jest przekazywane przez tłok do komory E. Ciśnienie przy wejściu A ( gaz pracujący ) jest wyższe i, skoro komora A łączy się z komorą D, tłok będzie wznosił się i opadał w zależności od zmian zapotrzebowania lub spadku ciśnienia w komorze C. Tak więc tłok może dokładnie odmierzać przepływ gazów odpowiednio do występującego zapotrzebowania. Regulacja indeksu – Odcięta część tłoka jest idealnie dopasowana do krawędzi wycięcia w komorach przy wejściach A i B. Tłok ma ustalone położenie poprzez sprężyste dopasowanie między przesuwną ( kołkiem prowadzącym ) prowadnicą kotwiczącą a wierzchem tłoka. Kulista gałka ( pokrętło ) zamocowana na trzonie prowadnicy pozwala na łatwą regulację z zewnątrz przez obrót prowadnicy w celu ograniczenia któregoś z otworów wejściowych i tak kontroluje stosunek gazu LPG i powietrza. Tłok został wykonany z serią rowków zwanych labiryntem; tworzą one okrężne pierścienie lub wiry, które zapobiegają przechodzeniu gazu między komorą górną i dolną. Taka konstrukcja eliminuje potrzebę stosowania ) membrany (diafragmy) lub mechanicznego uszczelnienia tj. pierścień tłoka. Umożliwia to wyposażenie POM-u w siłownik /nastawnik dla automatycznej korekcji właściwości mieszaniny gazów tj. wartość opałowa, indeks Wobbe’go, zawartość tlenu, ciężar właściwy, itp.

Specyfikacja
| Specyfikacja | POM-30 | POM-40 | POM-60 | POM-80 i większe |
| Typ | System łączący równe ciśnienia / Miksery z tłokiem regulacyjnym ( patenty USA i międzynarodowe ) | |||
| Wydajność max. przy ciśn. 0,7 barNm3/h | 400 | 1600 | 2700 | Skonsultuj z producentem |
| Wydajność max. przy ciśn. 2,1 barNm3/h | 1600 | 3900 | 6250 | |
| Wydajność max. przy ciśn. 3,5 barNm3/h | 2350 | 5500 | 7800+ | |
| Wydajność max. przy ciśn. 4,9 barNm3/h | 3500 | 7800+ | 7800+ | |
| Wydajność max. przy ciśn. 6,9 barNm3/h | 4700 | 7800+ | 7800+ | |
| Temperatura projektowanaoC | 82 | 82 | 82 | |
| Produkowana konstrukcja | Zgodna z przepisami dot. kotłów i zbior. ciśn. ASME i ostatnią edycją NFPA #58 | |||
| Aprobaty | Faktory Mutual (FM) lub Industrial Risk Insures (IRI) | |||
| Standardowe zabezpieczenia | Wszystkie sygnały o stanie urządzenia są stale monitorowane przez programowalny panel kontrolny (PLC). Dane dot. procesu i stanów alarmowych są podawane na standard. wyświetlaczu w prostym angielskim | |||
| Czujnik wys. ciśn. mieszaniny gazów | Przekaźnik ciśnienia miesz. gazów na wylocie | |||
| Czujnik niskiego ciśn. mieszaniny gazów | Przekaźnik ciśnienia miesz. gazów na wylocie | |||
| Czujnik wys. ciśn. fazy gazowej LPG | Przekaźnik ciśnienia na zasil. w fazę gazową | |||
| Czujnik niskiego ciśn. fazy gazowej LPG | Przekaźnik ciśnienia na zasil. w fazę gazową | |||
| Czujnik wys. ciśn. spręż. powietrza | Przekaźnik ciśnienia na zasil. spręż. powietrz | |||
| Czujnik niskiego ciśn. spręż. powietrza | Przekaźnik ciśnienia na zasil. spręż. powietrz. | |||
| Czujnik różnicowy ciśnienia | Przekaźnik różnicowy dla różnicy ciśnień między przewodem zasil. w fazę gazową LPG oraz powietrze | |||
| Wskaźniki lokalne | Cieczowe mierniki ciśnienia na zasilaniu w LPG i pow. oraz na wył. mieszaniny gazów; miernik różnicowy między fazą ciekłą i pow. | |||
| Króciec zasil. w fazę gaz. LPG | 2” 300#kołn. | 2” 300#kołn. | 2” 300#kołn. | |
| Króciec zasil. spręż. powietrzem | 2” 150#kołn. | 2” 150#kołn. | 2” 300#kołn. | |
| Króciec wylot. mieszaniny gazów | 3” 150#kołn. | 4” 150#kołn. | 6” 150#kołn. | |
| Wymagania elektryczne | AC110v 60Hz 3A, 1- faza ( w USA ) AC 220V 50 Hz 3A, 1 faza ( na export ) | |||
| Wymiary( szer. x dł. xwys. ) | 1370 x 2337 x 1346 | 1370 x 2438x 1448 | 1220 x 2616 x 1626 | |
| Waga | 455 | 480 | 550 | |
| Nom. wydajności dla mieszaniny propan/powietrze o wart. opałowej 54 MJ/m3, przy ciśn. 1, 7 bar do 17 bar. Wydajność dla innych mieszanin LPG może się zmieniać. Wymiary i waga są przybliżone. Specyfikacja może ulec zmienione bez powiadamiania |
Tabele wyboru POM-u
Aby dobrać odpowiedni POM spełniający twoje wymagania, wybierz odpowiednią nominalną wydajność systemu z kolumny pierwszej poniższej tabeli. Przesuń się w prawo aż będziesz poniżej proj. ciśnienia systemu ( ciśn. dostarczanej mieszaniny gazów ). Górny rząd w tej komórce wskazuje ozn. POM-u. Dolny rząd w komórce określa konfiguracje POM-u ( typ reduktora/ średnicę otwór ). Nominalna wydajność układu w przeliczeniu na MW mocy ( górny rząd ) i m3 gazu na godzinę (dolny rząd) są wartościami średnimi i są podane dla mieszaniny gaz LPG/powietrze o wartości opałowej 54 MJ/m3przy dostarczanym ciśnieniu 0,7 do 7 bar. Wydajność dla innych mieszanin LPG/powietrze i/lub ciśnień może się zmienić. Nominalna wydajność jest oparta na ciśnieniach wlotowych fazy gazowej i sprężonego powietrza o wart. 8,6 bar i spadku ciśnienia na poziomie 10 % za zaworem mieszającym przy minimalnym przepływie.
| 10 psi 0.7 bar | 20 psi 1.4 bar | 30 psi 2.1 bar | 40 psi 2.8 | 50 psi 3.5 bar | 60 psi 4.2 bar | 70 psi 4.9 bar | 80 psi 5.6 bar | 90 psi 6.3 bar | 100 psi 7 bar | |
| 5,58 MW 400 m3/h | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 |
| 11,72 MW 800 m3/h | POM-40 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 |
| 17,58 MW 1 200 m3/h | POM-40 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 |
| 23,44 MW 1 800 m3/h | POM-40 9978 | POM-40 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 99118 |
| 29,31 MW 1 200 m3/h | POM-60 9978 | POM-40 9978 | POM-40 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 9978 | POM-30 99118 | POM-30 99118 |
| 35,17 MW 2 400 m3/h | POM-60 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-30 99118 | POM-30 99118 | POM-30 99118 | POM-30 99118 | POM-30 99118 | POM-30 99118 |
| 41,03 MW 2 700 m3/h | POM-60 99118 | POM-60 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 |
| 46,89 MW 3 100 m3/h | POM-60 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | |
| 52,75 MW 3 500 m3/h | POM-60 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | |
| 58,62 MW 3 900 m3/h | POM-60 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-40 99118 | POM-30 9835100 | POM-30 9835100 | POM-30 9835100 | |
| 64,48 MW 4 300 m3/h | POM-60 98340 | POM-60 98340 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-30 9835100 | POM-30 9835100 | |
| 70,34 MW 4 700 m3/h | POM-60 98340 | POM-60 98340 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-30 9835100 | |
| 76,20 MW 5 100 m3/h | POM-60 98340 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | ||
| 82,06 MW 5 500 m3/h | POM-60 98340 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | ||
| 87,93 MW 5 900 m3/h | POM-60 98340 | POM-60 9835100 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | ||
| 93,79 MW 6 300 m3/h | POM-60 98340 | POM-60 9835100 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | ||
| 99,65 MW 6 700 m3/h | POM-60 9835100 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | |||
| 105,51 MW 7 000 m3/h | POM-60 9835100 | POM-60 9835100 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | |||
| 111,37 MW 7 400 m3/h | POM-60 9835100 | POM-60 9835100 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | |||
| 117,24 MW 7 800 m3/h | POM-60 9835100 | POM-60 9835100 | POM-60 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 | POM-40 9835100 |
Opcje i wyposażenie dodatkowe AccuBlendTM – Automatyczna regulacja własnościami mieszaniny gazów Wszystkie opatentowane miksery z tłokiem regulacyjnym ( od POM-30 do POM-80 ) mogą być wyposażony w taką opcję. Regulator składa się z nastawnika elektrycznego montowanego na zaworze POM i wydzielonego sterownika PID. Sterownik PID otrzymuje sygnał 4-20 mA z densymetru GraviBlendTM-3 i porównuje ten sygnał z wartością zadaną, odpowiadającą żądanej mieszaninie. Jeśli wykryje odchylenia, nastawnik obracając zmienia pozycję tłoka w zaworze POM, przez co skutecznie koryguje własności mieszaniny aż do osiągnięcia wymagań klienta. Jeśli używamy modelu GraviBlend z opcją „ACUCON”, działanie sterownika PID jest zintegrowane z mikroprocesorowym regulatorem GraviBlendTM-3. -3 – Miernik gęstości właściwej
Densymetr GraviBlendTM-3 mierzy gęstość właściwą mieszaniny LPG/powietrze. Sygnał wyjściowy jest wskaźnikiem wytwarzanego gazu. Utrzymanie stałej wartości gęstości właściwej mieszaniny jest ważne tam, gdzie zmiany entalpii gazu mogą spowodować zmianę wydajności palnika lub pieca, oraz gdzie zmiany w wydajności cieplnej mogłyby mieć negatywny wpływ na prowadzony proces technologiczny. Jeśli opcję te połączymy z poprzednią, sygnał z densymetru powraca do nastawnika na zaworze mieszającym, który zmienia wtedy stosunek LPG/powietrze aby skorygować jakiekolwiek odchylenia w gęstości mieszaniny gazów. Kolorowy wyświetlacz LCD z ekranem dotykowym. Standardowy panel sterujący POM-u jest wyposażony w monitor alfanumeryczny z dwoma liniami i 20 znakami na linię.Kolorowy wyświetlacz LCD z ekranem 6”, 8” lub 10” są dostępne jako opcja. Wszystkie wyświetlacze LCD mają dotykowy interfejs operacyjny pozwalający na prowadzenie pełnej kontroli działania. Wyświetlacz ma pewną liczbę ekranów z miękkimi klawiszami i lampkami wskaźnikowymi. Rozmieszczenie każdego z ekranów zmienia się w zależności od stanu systemu i wejścia operatora. Dane o systemie mogą być wyświetlane w języku angielskim, hiszpańskim, francuskim, portugalskim, tureckim, polskim i in. Instalacja zblokowana( zamontowana „na barana” ) W przypadku instalacji o ograniczonej powierzchni, POM może być zainstalowany na typowym parowniku wodnym AES. Opcja ta obejmuje instalację panelu sterującego mikserem w komorze sterującej parownika oraz podłączenie wszystkich elementów sterujących i przekaźników do panelu. Opcja ta jest dostępna dla parowników od WB-1000 do WB-4500 i musi być wyszczególniona na zamówieniu. Wydzielony budynek miksera Klienci z miejscowości, gdzie występują ekstremalne warunki pogodowe często wymagają, aby urządzenia do wytwarzania mieszaniny LPG/powietrze były instalowane w wydzielonych budynkach. Firma AES przedstawiła koncepcję budynku opartego na zmodyfikowanym 20 lub 40-stopowym kontenerze transportowym. Powoduje to, że jest on łatwy do transportu na miejsce przeznaczenia, bez specjalnych dopuszczeń transportowych. Wszystkie urządzenia są fabryczne montowane i testowane, co znacznie skraca czas instalowania. Typowy budynek ma główne pomieszczenie miksera i wydzielone pomieszczenie panelu sterującego. To pomieszczenie stanowi izolowaną przestrzeń ( ogrzewaną lub klimatyzowaną ) dla personelu obsługującego. Oba budynki mogą pomieścić dwa miksery. Budynek 40-stopowy posiada pomieszczenie sprężarek powietrza o łącznej wydajności aż do 300 kW.
Alternate Energy Systems, Inc. w 1974 r. John E. Hallberg, po wieloletniej pracy dla innych producentów parowników LPG i układów LPG/powietrze, założył Alternate Energy Systems, Inc. w Peachtree City w pobliżu Atlanty. Z powodzeniem zabrał się do projektowania i produkowania wyrobów, które okazały się leprze od produktów konkurencji. W wyniku tego firma AES bardzo szybko stała się znana jako innowacyjny producent wyrobów wysokiej jakości. Wkrótce klientami firmy zostało wiele przedsiębiorstw amerykańskich z prestiżowej listy Fortune 500. Przez lata firma AES nieustannie wprowadzała na rynek nowe wyroby i ulepszała konstrukcję istniejących, utrzymując się w ten sposób na czołowym miejscu we współzawodnictwie. Kilka wyrobów, łącznie z projektem układu mieszania LPG/powietrze, otrzymało amerykańskie i międzynarodowe patenty. Obecnie właścicielem AES jest Wolfgang Driftmeier. W oparciu o jego znajomość zagadnień produkcyjnych i doświadczenie w sprzedaży i marketingu firma koncentruje się przede wszystkim na „…oferowaniu wyrobów o najlepszej konstrukcji, w połączeniu z wysoką jakością wykonania, po konkurencyjnych cenach, ku pełnemu zadowoleniu klientów, przez cały czas…”. Firma ASE obsługuje klientów w USA poprzez sieć specjalistów ds. sprzedaży, personel pomocy technicznej, dystrybutorów i monterów, a międzynarodowych klientów w wybranych krajach – poprzez wykwalifikowanych przedstawicieli.
| POZOSTAŁE WYROBY ALTERNATE ENERGY SYSTEMS, INC. | |
| parowniki wodne Gazowe parowniki wodne Parowniki parowe | parowniki elektryczne „suche” Elektryczne parowniki wodne parowniki gazowe |
| Miksery LPG/ powietrze typu Venturiego Opatentowane miksery LPG/powietrze z tłokiem regulującym | Kompletne instalacje parownik/mikser Układy wyrównywania wartości szczytowych zapotrzebowania gazu Układy stabilizacji gazu |
| Osprzęt dla instalacji LPG/powietrze Zestawy pomp LPG | Serwis Konserwacja Wykrywanie usterek |
| PRODUCENT Alternate Energy Systems, Inc. 210 Prospect Park Peachtree City, GA 30269, USA | PRZEDSTAWICIEL FIRMY AES w Polsce ITGAS INTER TECH GAS ul. Inowrocławska 3, 62-200 Gniezno tel. kom. 509-062-346 E-mail: biuro@itgas.pl Strona internetowa www.itgas.pl |
Rysunki, wymiary
| Wymiary w mm | ||||
| Ws | LS | Lt | H | |
| POM- 30 | 1372 | 1829 | 2337 | 1346 |
| POM- 40 | 1372 | 1930 | 2438 | 1448 |
| POM- 60 | 1372 | 2134 | 2616 | 1626 |
Współpraca z ITGAS to ogromna szansa na oszczędności dla dużej firmy!
Warto dowiedzieć się więcej, kontaktując się z nami.
5